Przez ostatnie lata widziałem ten sam scenariusz dziesiątki razy. Konstruktor kończy model detalu, dopracowuje geometrię i wysyła plik STEP DO zakupów. Zakupy szukają najtańszej narzędziowni, forma trafia do wykonania, a po kilku tygodniach przychodzi czas na pierwsze próby (T1).
I dokładnie wtedy czar pryska. Na pierwszym wtrysku okaże się, że problem nie leży ani we wtryskarce, ani w ustawieniach procesu.
Detal wychodzi wypaczony. Na grubych żebrach wyskakują zapadnięcia. Linie zgrzewu formują się dokładnie tam, gdzie element będzie przyjmował największe obciążenia mechaniczne. Ustawiacz spędza godziny przy pulpicie: kręci ciśnieniami, dławi przepływy, wydłuża chłodzenie – próbuje oszukać fizykę. Bezskutecznie. Cały zakład gasi pożar, który ktoś rozpalił trzy miesiące wcześniej przy biurku.

Analiza DfM (Design for Manufacturing) to po prostu zadanie jednego pytania we właściwym momencie: czy ta geometria w ogóle nadaje się do stabilnej i ekonomicznej produkcji?
Grubość ścianek i technologia użebrowania
Tworzywo sztuczne to izolator termiczny. Jeśli detal ma nagłe przejście z 1,5 mm do 4 mm – bo ktoś wstawił tam zbyt masywne żebro wzmacniające – cieńsza sekcja zastygnie jako pierwsza i odetnie ciśnienie docisku od obszaru o większej masie. Efekt? W środku powstanie próżniowy void (pustka), a na powierzchni brzydkie zapadnięcie.
Żadne podbijanie docisków na maszynie tego nie naprawi, bo błąd tkwi w strukturze geometrycznej. Zasada jest prosta: żebro powinno mieć maksymalnie 40–60% grubości ścianki bazowej, a przejścia must być łagodne, oparte na promieniach, a nie na ostrych kątach.
Gdzie umieścić wlewek i jak zarządzać liniami zgrzewu?
Położenie punktu wtrysku decyduje o tym, jak rozchodzi się front tworzywa. Tam, gdzie spotkają się strugi polimeru, powstaje linia zgrzewu – strefa o gorszym powiązaniu cząsteczkowym i znacznie niższej wytrzymałości.

Jeśli ta linia wyląduje na zatrzasku, zaczepie lub otworze montażowym, detal będzie pękał seryjnie przy lada naprężeniu. Wlewek musi wymuszać jednokierunkowe płynięcie i spychać linie zgrzewu w strefy neutralne mechanicznie lub niewidoczne dla klienta.
Pochylenia technologiczne a ukryta brakowość
Polimer podczas stygnięcia kurczy się i zaciska na rdzeniu formującym. Bez odpowiednich zbieżności ścianek bocznych, wypychacze będą wgniatać się w tworzywo przy każdym otwarciu formy. Na powierzchniach fakturowanych brak pochyleń oznacza natychmiastowe zerwanie struktury, białe ślady uciągów i permanentne problemy z jakością.
- Dla powierzchni gładkich i błyszczących absolutne minimum pochylenia konstrukcyjnego to 0,5–1°.
- Dla tekstury strukturalnej według standardu VDI 3400 należy doliczyć dodatkowe 1–1,5° na każdy stopień chropowatości.
- Brak zachowania tych norm generuje uciągi, które bezpowrotnie dyskwalifikują wypraskę estetyczną.
I tu rodzi się ukryta brakowość, o której nikt nie pamięta na etapie CAD. Detal z uciągiem ląduje w młynku albo bezpośrednio w kontenerze na złom. Pół biedy, gdy przerabiacie przemiał na bieżąco, ale przy detalu estetycznym (high-gloss) lub konstrukcyjnym nie ma taryfy ulgowej. Każda sztuka to czysta strata surowca, energii i czasu, z której kierownik produkcji musi się później gęsto tłumaczyć na porannym operatywku.
Chłodzenie formy: Gdzie ucieka wydajność OEE?
Ponad 70% czasu całego cyklu wtrysku to chłodzenie detalu. To ono wprost decyduje o OEE i wydajności gniazda. Klasyczne, prosto wiercone kanały nie mają szans dotrzeć równomiernie do głębokich rdzeni czy wąskich przetłoczeń. W tych miejscach powstają gorące punkty, detal stygnie asymetrycznie i po wyjęciu z gniazda wygina się jak banan. Skurcz ucieka poza tolerancje, detal nie przechodzi sprawdzianu geometrycznego, a wskaźnik brakowości szybuje w górę.
Na etapie DfM decydujesz, czy wystarczą tradycyjne wiercenia, czy potrzebujesz wkładek berylowo-miedzianych albo chłodzenia konformalnego drukowanego z metalu (DMLS). Po zahartowaniu i złożeniu formy, każda modyfikacja układu chłodzenia będzie dziesięć razy droższa.
Twarde liczby: Ile kosztuje ignorowanie DfM?
Krzywa kosztów modyfikacji w przemyśle (reguła 1:10:100) jest bezwzględna i nie wybacza pośpiechu:
Etap CAD: Zmiana geometrii w pliku to kilka godzin pracy konstruktora – ok. 500 PLN.
Etap T1 (po próbach): Spawanie laserowe, elektrodrążenie, przestój narzędziowni – 5 000 do 20 000 PLN.
Etap SOP (produkcja seryjna): Blokada wysyłek, złomowanie partii, modyfikacja formy i kary za zatrzymanie linii u klienta – 200 000 PLN i w górę.
Spójrzmy na to z perspektywy czystej operacji. Weziemy projekt z rocznym wolumenem 600 000 sztuk, gdzie przez złe chłodzenie i zbyt grube ścianki czas cyklu rośnie z zakładanych 20 do rzeczywistych 26 sekund. Te "niewinne" 6 sekund straty generuje aż 1000 dodatkowych godzin pracy wtryskarki rocznie. Przy realnej stawce 600 PLN za roboczogodzinę gniazda, puszczacie z dymem 600 000 PLN rocznie na samym czasie maszyny.
Teraz dołóżmy brakowość. Jeśli przez uciągi czy deformacje odrzuty na kontroli jakości wzrosną o skromne 2%, w ciągu roku do kosza trafia 12 000 gotowych wyprasek. Zakładając koszt wytworzenia jednego detalu (tworzywo + prąd) na poziomie 10 PLN, dorzucacie do strat kolejne 120 000 PLN.
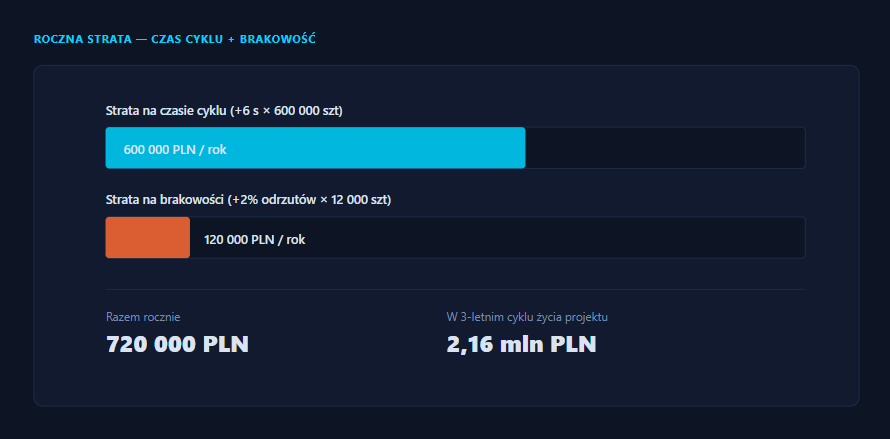
"W trzyletnim cyklu życia projektu te dwa błędy kosztują firmę ponad 2 miliony złotych. Tyle płaci się za decyzje podjęte przy biurku, zanim ktokolwiek w ogóle dotknął kawałka stali."
Profesjonalna analiza DfM oraz symulacja Moldflow kosztują niewielki ułamek tych strat. Wymagają jednak posadzenia do jednego stołu konstruktora, technologa i narzędziowca na wczesnym etapie. Właśnie ten krok najłatwiej pominąć, machając ręką i myśląc, że „ustawiacz jakoś to sobie poustawia na maszynie”. Otóż nie poustawia.
Podsumowanie — wnioski dla wdrożeniowców
- Fizyki tworzyw nie da się oszukać: Parametry wtrysku na maszynie mają swoje granice. Złej dystrybucji masowej ścianek i braku zbieżności nie da się trwale skompensować dociskiem czy temperaturą.
- Koszty ukryte pustoszą budżet: Strata sekundy na cyklu z powodu złego chłodzenia kosztuje w skali roku znacznie więcej niż zaawansowana symulacja i audyt inżynieryjny modelu CAD.
- Interdyscyplinarność wygrywa: Narzędziowiec, technolog i projektant muszą zweryfikować detal zanim pliki STEP zostaną wysłane do ostatecznej wyceny i produkcji formy.