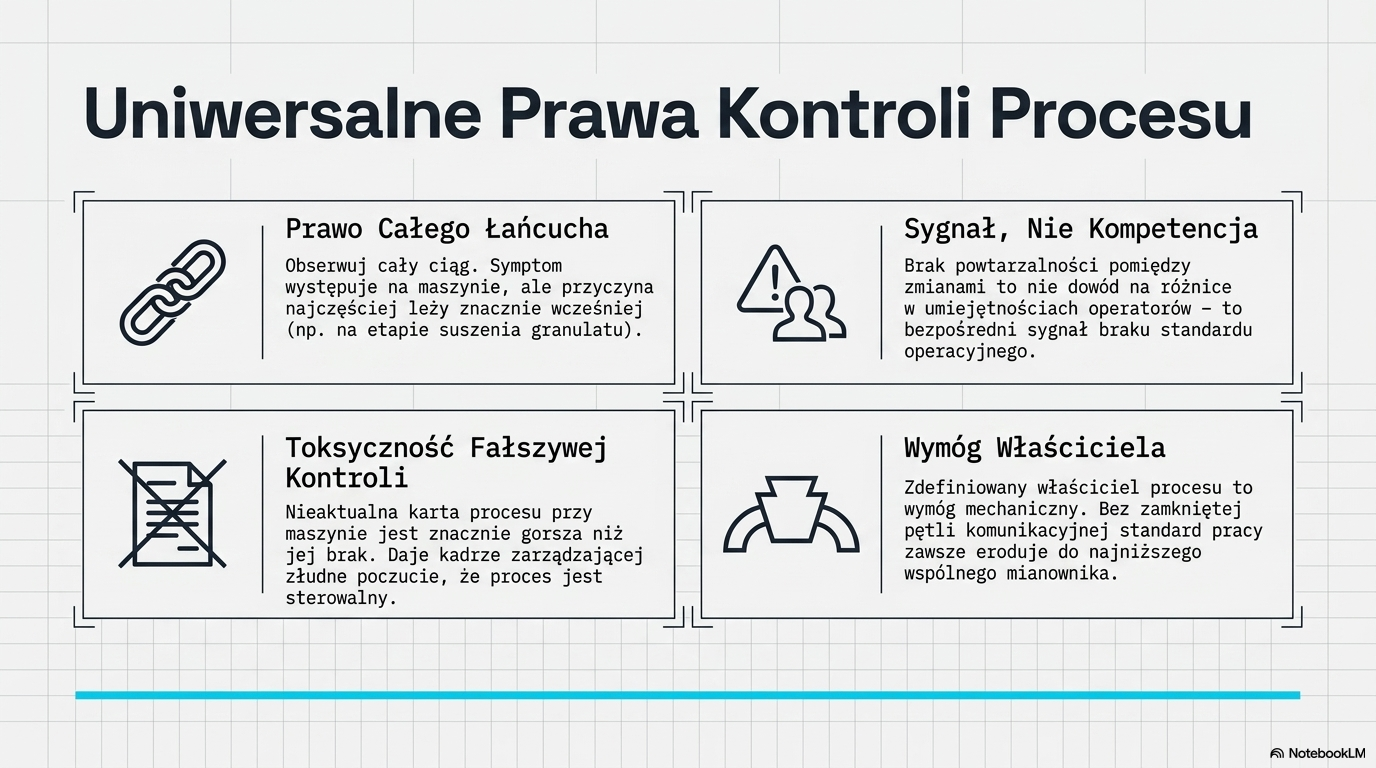
- Cztery przyczyny źródłowe działały jednocześnie — każda z osobna nie wyczerpywała problemu
- Granulat suszony bez kontroli czasu to zmienna której nikt nie śledził
- Technicy wykonywali ten sam proces inaczej — na każdej zmianie inaczej
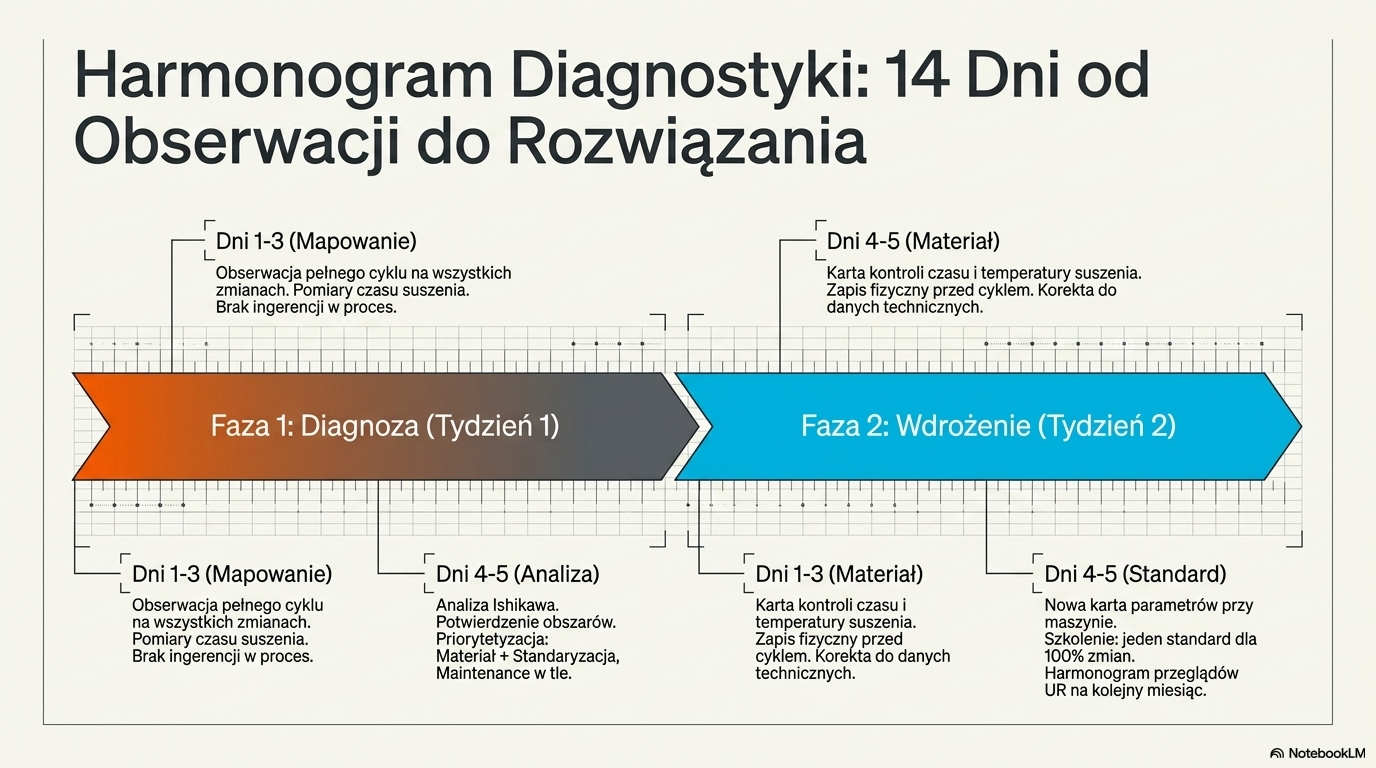
- Dwa tygodnie od wejścia do zamknięcia problemu. Efekt: zero wad wizualnych i wymiarowych
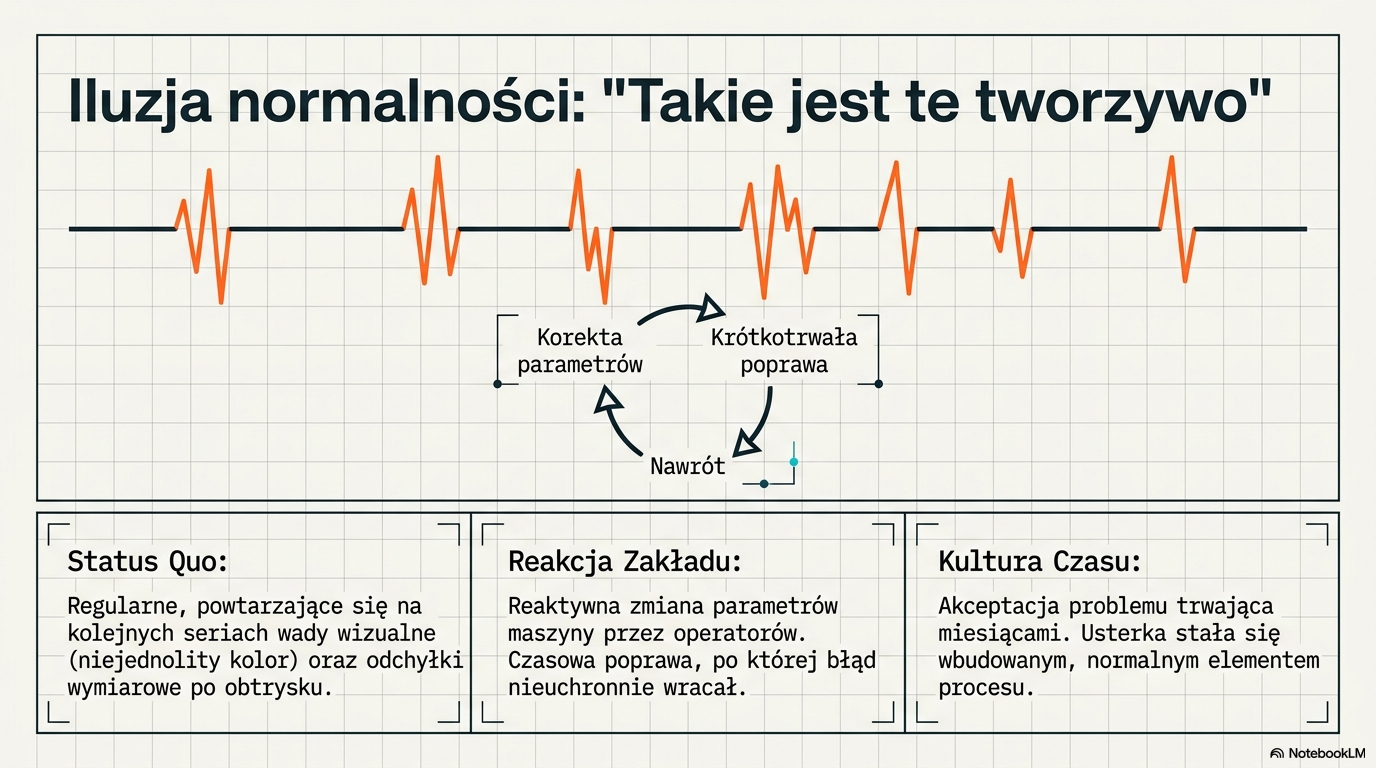
Problem był znany. Wady wizualne — niejednolity kolor powierzchni — i odchyłki wymiarowe na detalach wtryskiwanych. Nie masowo, ale regularnie, na kolejnych seriach. Parametry były korygowane, poprawa pojawiała się krótkotrwale — za kilka serii problem wracał.
Gdy CORE4 weszło do zakładu, sytuacja trwała już od kilku miesięcy. Zakład funkcjonował z tym jako stałym elementem rzeczywistości — „takie jest te tworzywo".
Obserwacja procesu — od zera
Pierwszym krokiem było zejście na halę i obserwacja — bez założeń. Nie „sprawdzamy maszynę", nie „weryfikujemy parametry". Patrzymy na cały proces od przyjęcia materiału do gotowego detalu.
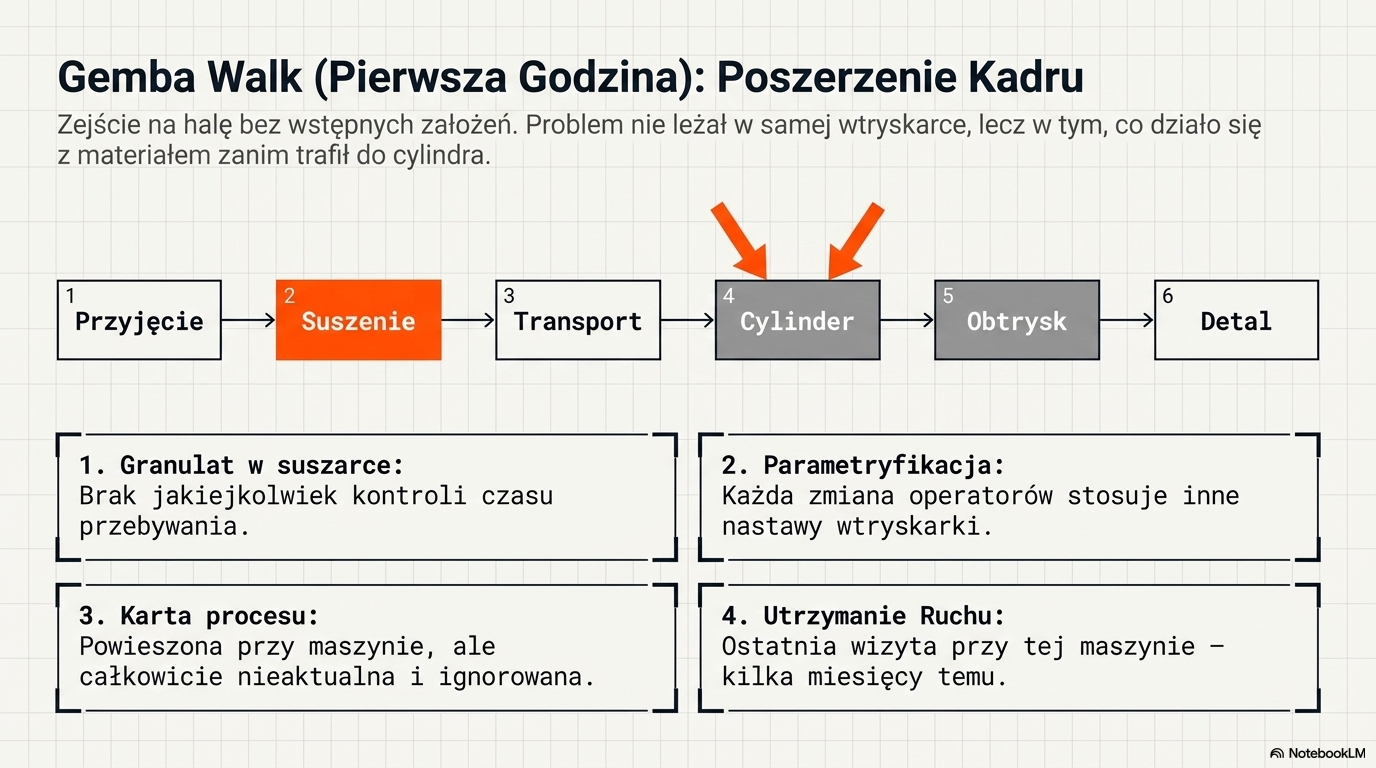
To były obserwacje, nie jeszcze przyczyny. Ale kierunek był jasny: problem nie leży w samej maszynie. Leży w tym, co się dzieje zanim granulat trafi do cylindra wtryskiwarki, i w tym, co każdy operator robi z parametrami procesu.
Cztery przyczyny — każda potwierdzona
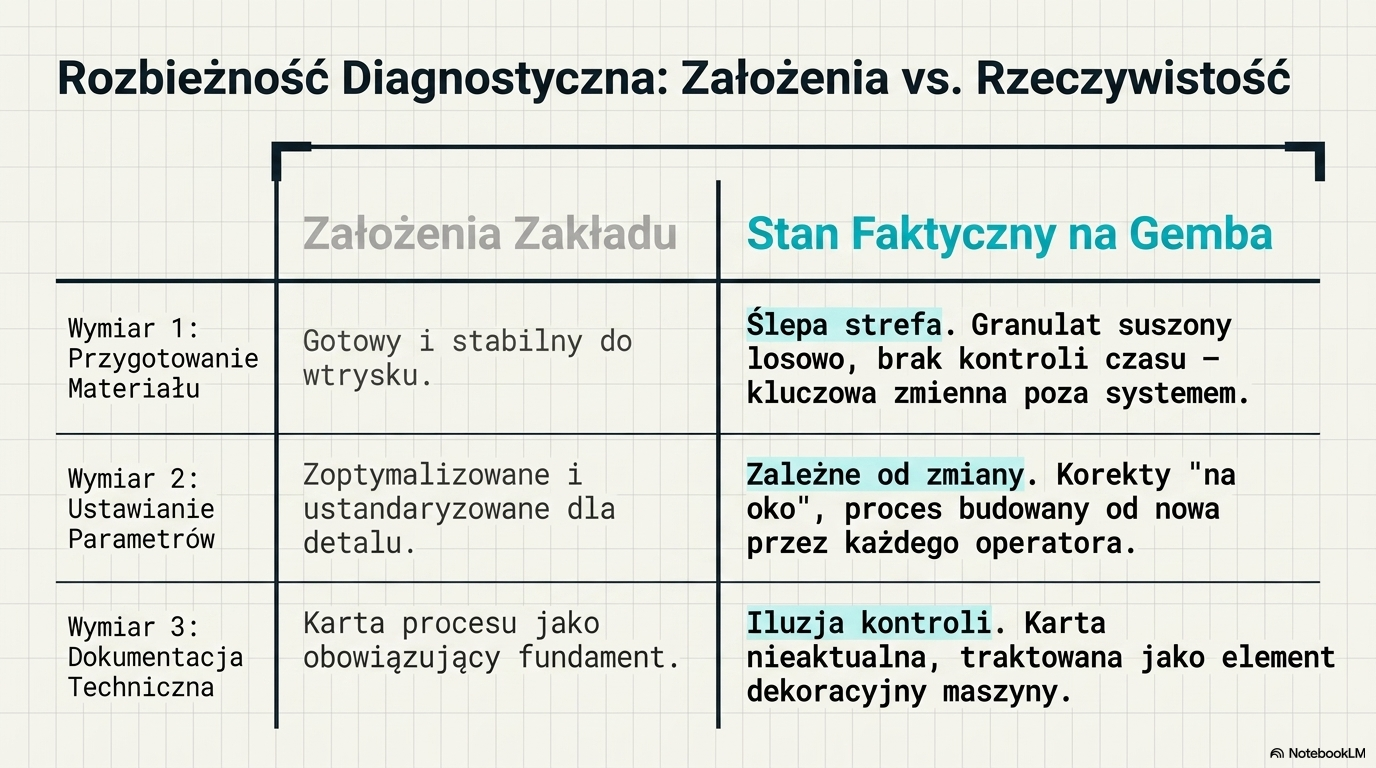
Analiza wykazała cztery obszary, które działały jednocześnie. Poniżej diagram przyczyn z zaznaczonymi potwierdzeniami (Ishikawa 4M).
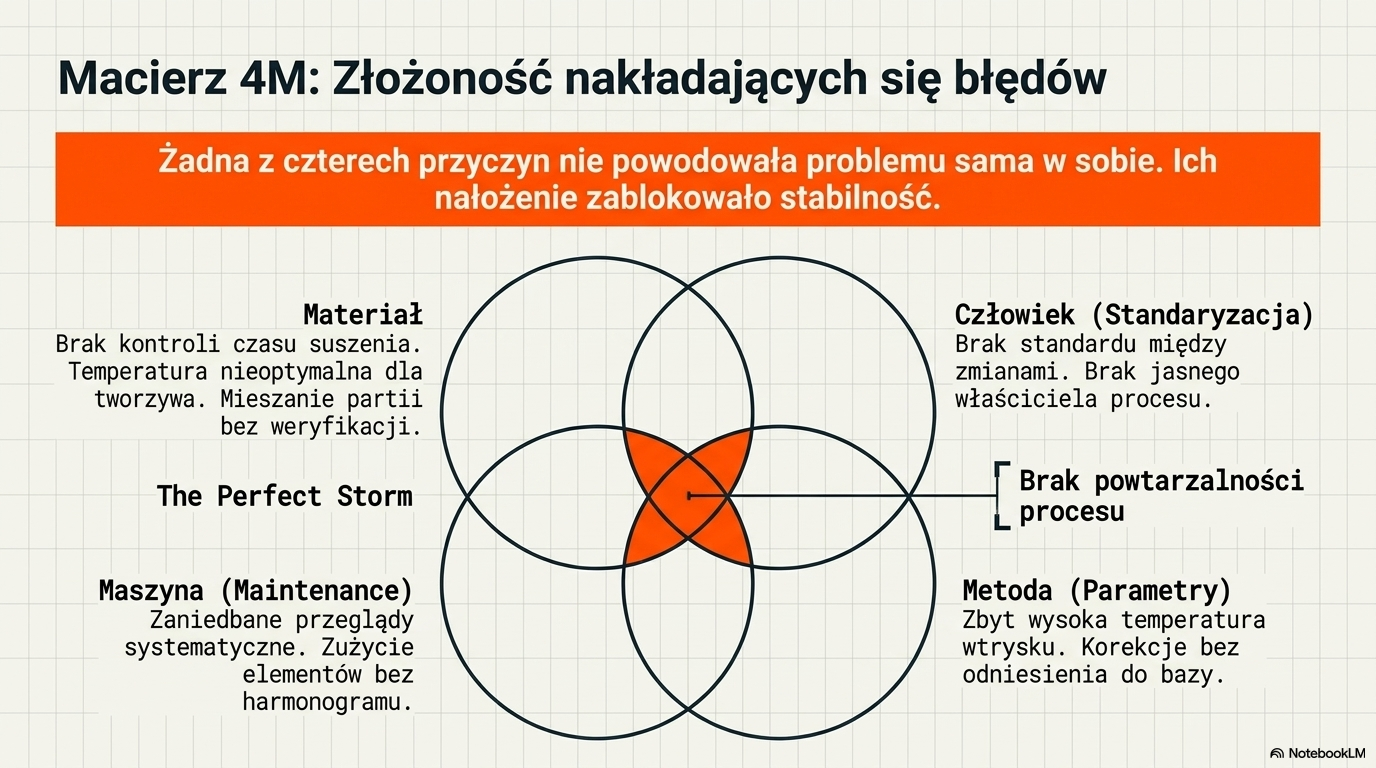
Żadna z tych czterech przyczyn nie powodowała problemu sama w sobie. Ale wszystkie cztery razem tworzyły środowisko, w którym powtarzalność procesu była niemożliwa. Przy każdej serii coś było inaczej — i nikt tego nie widział, bo nikt tego nie mierzył.

Co zrobiliśmy — dwa tygodnie
Analiza 5 Why — skąd brak standaryzacji
Najważniejsza przyczyna źródłowa — dlaczego nie było standardu pracy dla techników — wymagała głębszej analizy. Poniżej przebieg.
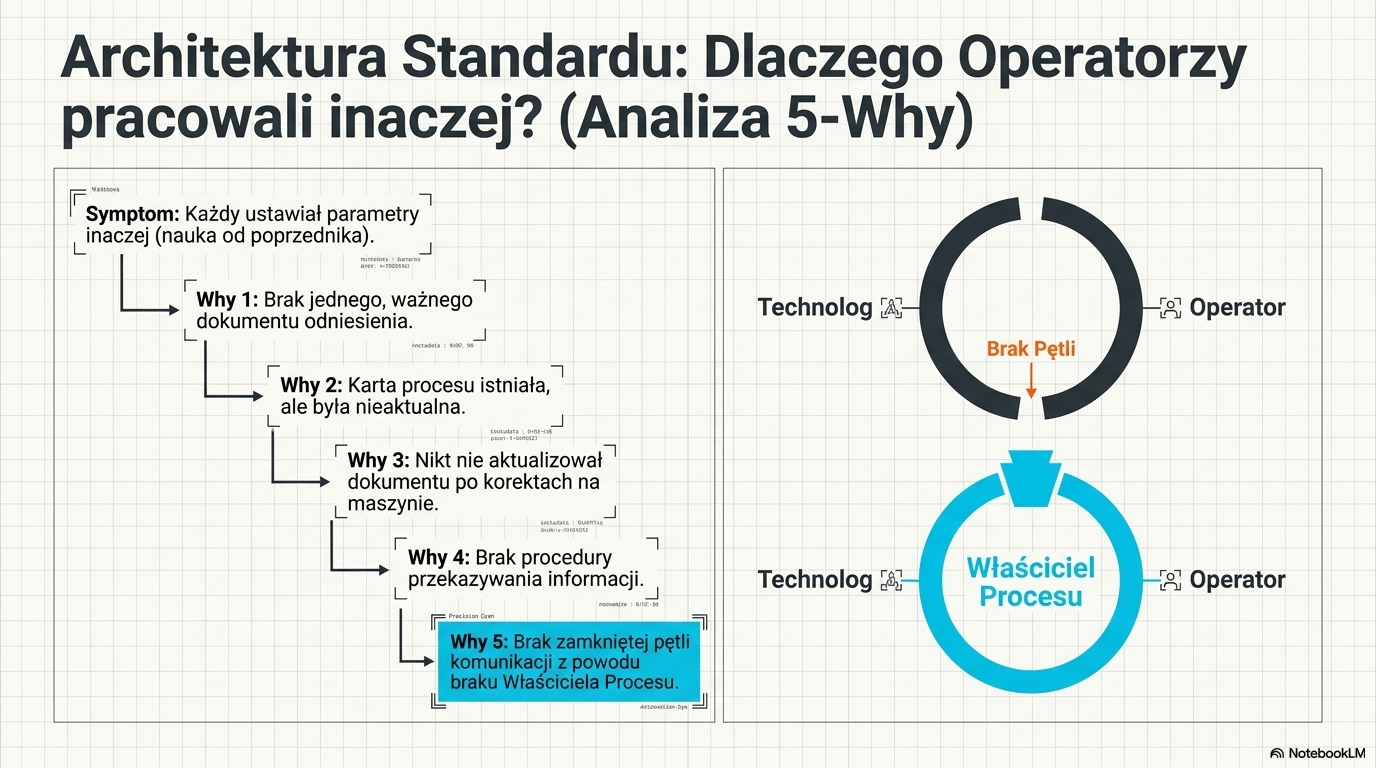
Przyczyna źródłowa to nie parametr. To brak odpowiedzialności za standard. Gdy nikt nie jest właścicielem procesu, standard się rozjeżdża — i robi to powoli, niezauważalnie, aż problem staje się „normalny".
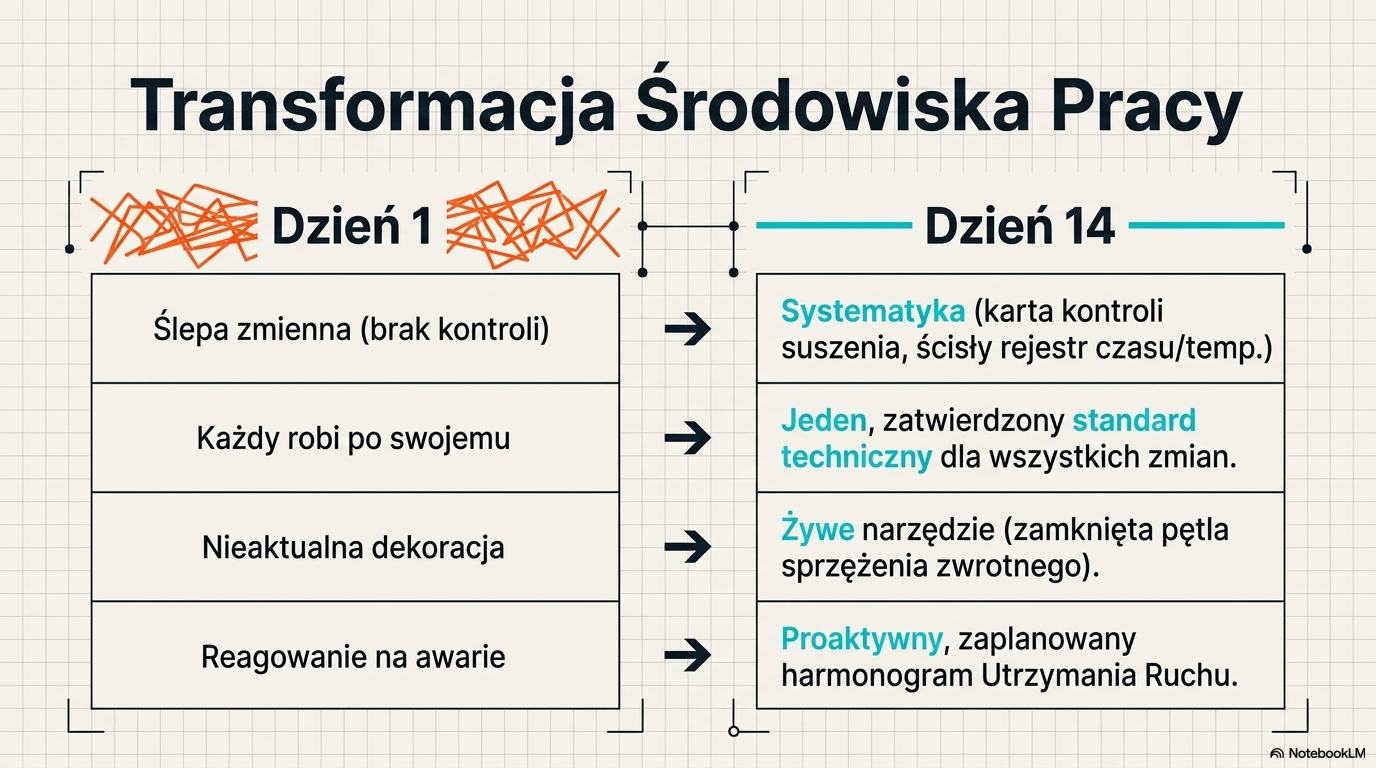
Wynik
Żadna z czterech przyczyn nie wymagała dużych nakładów. Nie wymieniliśmy maszyny. Nie zmieniliśmy dostawcy tworzywa. Zrobiliśmy to, co powinno być na miejscu od początku — standard, kontrola materiału, odpowiedzialność za proces.