Producenci systemów wizyjnych prześcigają się w rzucaniu chwytliwymi hasłami o „Sztucznej Inteligencji". Obietnica jest prosta: „Kup naszą inteligentną kamerę, wskaż jej palcem wady na ekranie, a system sam zajmie się resztą".
W praktyce jednak to nie żadna „magiczna AI" wykonuje tę pracę. Na etapie przygotowania systemu wykorzystuje się Deep Learning (głębokie uczenie) do stworzenia sieci neuronowej w oparciu o dostarczoną bazę danych zdjęć. Następnie, już bezpośrednio na linii produkcyjnej, gotowy model wykonuje klasyczne zadanie z zakresu Machine Learning (uczenia maszynowego) – klasyfikuje obraz w trybie rzeczywistym na status OK lub NOK.

Brzmi jak idealne rozwiązanie, dopóki technologia nie zderzy się z brutalną rzeczywistością hali produkcyjnej. W tym artykule rozkładamy na czynniki pierwsze konkretny, autentyczny przypadek (case study), w którym algorytm Machine Learning uległ awarii przez jeden, z pozoru nieistotny detal architektoniczny.
Studium Przypadku: Walka z powierzchnią materiału i... świetlikiem
Na jednej z naszych linii produkcyjnych system wizyjny miał za zadanie kontrolować obecność komponentów w poprawnej pozycji bezpośrednio w formie wtryskowej. Zadanie od początku było wymagające. Powierzchnia formy oraz sprawdzane elementy miały bardzo podobną fakturę i kolor. Modele Deep Learning musiały w procesie treningu mozolnie uczyć się minimalnych różnic w mikrokrawędziach i układzie cieni detalu.
Po wielu próbach i żmudnej kalibracji udało się – algorytm ruszył. Sukces trwał jednak krótko.
Błąd na etapie wdrożenia: Czego nie wzięto pod uwagę?
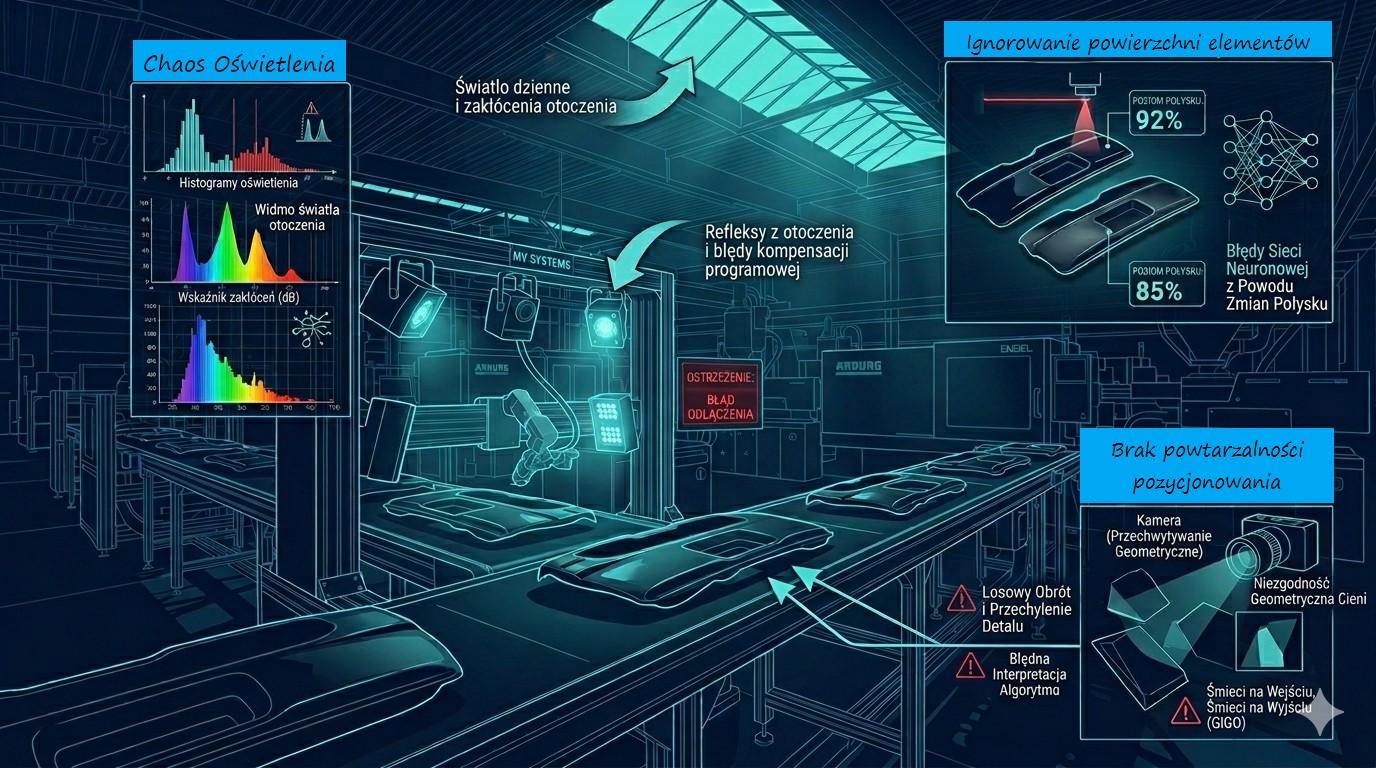
Przy doborze i montażu kamery nikt nie zwrócił uwagi na fakt, że bezpośrednio nad maszyną znajdował się dachowy świetlik halowy. Wystarczyła zmiana pogody za oknem, by doprowadzić do krytycznego zaburzenia danych wejściowych i utraty powtarzalności systemu:
- Gdy słońce chowało się za chmury lub nagle wychodziło zza horyzontu, kąt i natężenie światła padającego przez świetlik drastycznie się zmieniały.
- Zmiana oświetlenia zewnętrznego przesuwała mikrocień na formie. Dla sieci neuronowej był to sygnał, że patrzy na zupełnie inny obiekt.
- Wdrożony algorytm nie potrafił logicznie powiązać tej zmiany – on jedynie porównywał liczby w macierzy pikseli.
Kamera co chwilę zgłaszała błędy i odmawiała nadania statusu OK. Efekt? Nagłe zatrzymanie kontroli wizyjnej, blokada linii i potężne nerwy na produkcji. Trzeba było działać natychmiast.
Oferta dostawcy kontra rzeczywistość produkcyjna
Oficjalny kontakt z dostawcą kamery przyniósł klasyczną, „katalogową" poradę: „Należy dokupić dedykowany filtr światła czerwonego wraz z dodatkowym oświetlaczem pasmowym oraz zamówić usługę ponownej kalibracji przez naszego inżyniera".
Koszt takiego pakietu modernizacyjnego wyceniono na 2500 EUR. Jednak w warunkach produkcyjnych kluczowy okazał się inny czynnik: czas oczekiwania na dostawę komponentów i przyjazd serwisu. Linia stała, minuty uciekały, a na taką operację nikt nie mógł sobie pozwolić.
Rozwiązanie: Stretch z magazynu i sprawna maszyna jeszcze na tej samej zmianie
Zamiast podpisywać zamówienia i czekać na kuriera, musieliśmy działać natychmiast. Klient nie przewidywał tak potężnych kosztów w swoim budżecie, a produkcja musiała ruszyć już. Co zrobiliśmy? Dwa kroki w tył, pięć głębokich oddechów i analiza wstecz.
Szybko doszedłem do wniosku, że problemem nie był sprzęt, nie były jego możliwości ani sama wtryskarka. Winowajcą były wyłącznie promienie światła padające na konkretne części maszyny. Jak je zabezpieczyć? Zasłonić. Czym? Do wyboru był karton, blacha lub folia. Padło na stretch.
Zrobiłem szybki spacer na magazyn, wziął rolkę czarnej folii stretch i w ciągu trzech godzin pracy zbudowałem lokalną osłonę wokół pola widzenia kamery. Wycięte na wymiar płaty stretchu musiałem zamontować sprytnie – tak, aby odciąć światło padające z góry (ze świetlika), ale jednocześnie zachować pełną ergonomię i bezpieczeństwo dla operatora, który przecież cały czas stał przed formą i ręcznie wkładał do niej elementy.
W ten sposób strefa samej kontroli wizyjnej zyskała stabilną, kontrolowaną ciemnią. Następnie zresetowaliśmy ustawienia, włączyliśmy stałe, zintegrowane doświetlenie kamery i na żywo obserwowaliśmy natychmiastową stabilizację procesu. Nie za tydzień, nie po przyjeździe serwisu – zaledwie 3 godziny później.
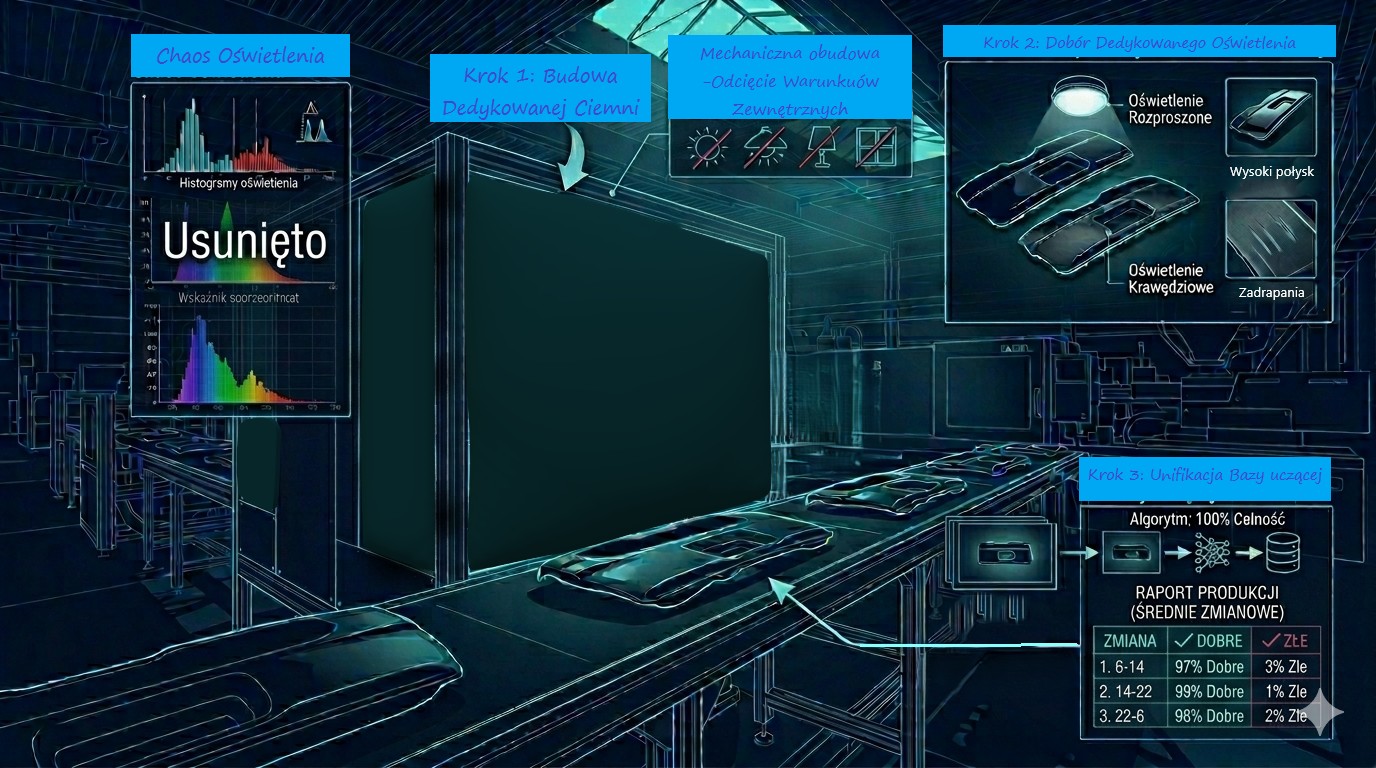
Efekt? Maszyna ruszyła z kopyta jeszcze na tej samej zmianie. Kamera natychmiast zaczęła pracować płynnie, przestała generować fałszywe błędy, a słońce operujące za świetlikiem raz na zawsze przestało mieć jakikolwiek wpływ na stabilność produkcji. Ten partyzancki eksperyment potwierdził trafną diagnozę i dał nam czas na wykonanie profesjonalnej, docelowej zabudowy z blachy, której koszt zamknął się w kwocie zaledwie 2000 zł.
Wnioski z tego Case Study: Czego uczy nas ta awaria?
To konkretne zdarzenie idealnie obrazuje trzy fundamentalne zasady wdrożeń wizyjnych w przemyśle:
- Algorytmy nie myślą za nas: Machine Learning to genialne narzędzie egzekucyjne, ale analizuje wyłącznie suche dane (macierze pikseli). Nie ma tam żadnej "sztucznej inteligencji", która domyśli się, że nad maszyną jest okno. Jeśli inżynier nie dostarczy powtarzalnych warunków fizycznych (Garbage In, Garbage Out), matematyka ukryta w sieci neuronowej po prostu się wyłoży.
- Otoczenie maszyny bywa kluczowe: Przy projektowaniu systemów wizyjnych należy analizować nie tylko sam detal, ale całe otoczenie stanowiska – świetliki, lampy surowe, a nawet przejeżdżające obok wózki widłowe z jasnymi kogutami.
- Skuteczność to domena inżyniera, nie technologii: Algorytm jest tylko wykonawcą – to człowiek musi wiedzieć, co chce osiągnąć, przekazać odpowiednie dane bazowe i zabezpieczyć proces przed fizycznymi zakłóceniami.
Podsumowanie i Wnioski dla Przemysłu
Morał z tej historii jest prosty: nowoczesne technologie wizyjne na wtryskowni działają świetnie, pod warunkiem, że wdrożeniem kieruje inżynierska logika i zdrowy rozsądek, a nie ślepa wiara w marketingowe hasełka o „AI" naklejone na obudowie urządzenia.