Twój CMMS od lat zbiera dane. Czy potrafisz wyciągać z nich wnioski?
Każdy zakład z systemem CMMS ma coś cennego: historię awarii, interwencji i działań UR. Analiza dwóch zespołów z tego samego zakładu pokazuje, co naprawdę decyduje o tym, czy te dane są wartościowe.
Mateusz Markiefka·Maj 2026·8 min czytania
MM
Mateusz Markiefka
NIEZAWODNOŚĆ & AUTOMATYZACJA
Inżynier Utrzymania Ruchu z doświadczeniem w analizie danych systemów CMMS. W CORE4 odpowiada za obszar niezawodności i automatyzacji procesów serwisowych.
KLUCZOWE WNIOSKI
CMMS zbiera dane od lat — większość zakładów zatrzymuje się na podstawowych KPI, nie sięgając po głębszą analizę
Jeden plik eksportu wystarczy do przeprowadzenia co najmniej 6 kluczowych analiz awaryjności — bez działu IT i bez integracji
Dwa zespoły, ten sam zakład, te same procedury — różnica w jakości opisów zleceń przełożyła się na zupełnie inny poziom wglądu w dane
Opis przy każdym zleceniu to inwestycja — jej zwrot widać przy pierwszej poważnej analizie i przy każdej kolejnej
Każdy zakład produkcyjny, który wdrożył system CMMS, ma coś cennego: historię awarii, interwencji i działań Utrzymania Ruchu. Każde zgłoszenie zapisane z datą, przypisane do maszyny i konkretnego pracownika. Dane zbierane tygodniami, miesiącami, latami.
W wielu organizacjach CMMS kończy swoją rolę na rejestrowaniu zgłoszeń i raportowaniu podstawowych KPI. MTBF, MTTR, liczba awarii, czas reakcji. Po spotkaniu podsumowującym dany okres temat zamyka się i przechodzi do następnego. Raporty się generują, a decyzje o zasobach, priorytetach i inwestycjach nadal często zapadają na podstawie doświadczenia i intuicji, a nie danych.
Tymczasem odpowiedzi na wiele nurtujących pytań już tam są. Które maszyny generują najwięcej przestojów? Gdzie te same problemy wracają regularnie? Czy zespół Utrzymania Ruchu ma realne szanse obsłużyć wszystkie zgłoszenia? Które działania są tylko doraźną reakcją, a które rzeczywiście eliminują problem?
Eksport danych z CMMS zajmuje kilka minut. Problemem nie jest dostęp do danych, lecz czas potrzebny na ich analizę. I właśnie tutaj pojawiają się narzędzia, które potrafią w kilka godzin przeanalizować dane i znaleźć zależności, których ręczne wychwycenie zajęłoby wiele dni. Pod jednym warunkiem: w systemie muszą znajdować się rzeczywiste dane, a nie tylko odhaczony wpis.
Jeden plik. Sześć pytań. Gotowe odpowiedzi.
Nawet bez zaawansowanej konfiguracji — podstawowy eksport danych z systemu CMMS zawiera najczęściej kilka kolumn: data i godzina zgłoszenia, numer maszyny, typ zdarzenia, krótki opis, podjęte działania, czas realizacji. Dane niepozorne, ale wystarczające, by odpowiedzieć na pytania, które w tradycyjnym podejściu wymagają wielu dni pracy analitycznej. Co ważniejsze — narzędzia do analizy wskazują powiązania między pozornie niezależnymi zdarzeniami.
PYTANIE 1
Które maszyny są największym problemem?
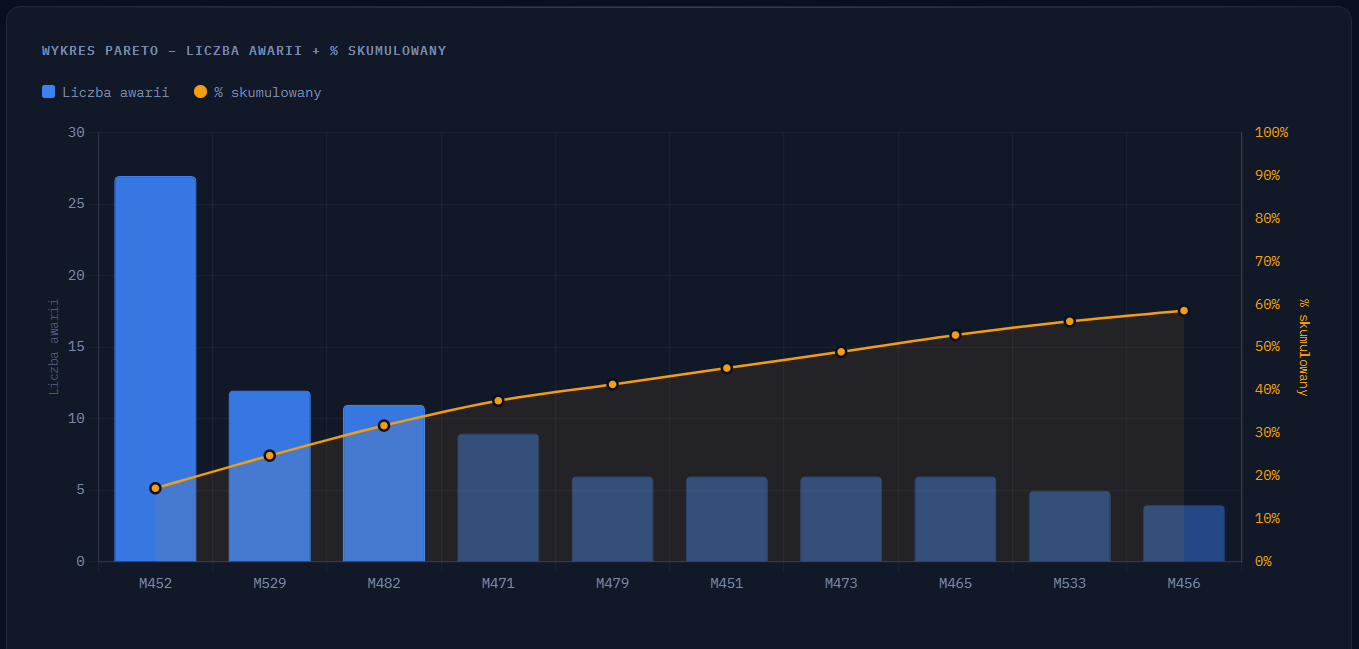
Analiza Pareto szybko pokazuje, gdzie koncentruje się większość awarii i czasu przestoju. Na podstawie danych z całego analizowanego okresu, bez wyjątków i bez błędu pamięci.
PYTANIE 2
Co dokładnie się psuje?
Dla najbardziej problematycznych maszyn analiza grupuje powtarzające się zgłoszenia i buduje ranking najczęstszych problemów. To punkt wyjścia do rozmowy o przyczynach źródłowych, nie o kolejnej doraźnej naprawie.
PYTANIE 3
Czy problemy wracają?
Analiza recydywy pokazuje, które usterki pojawiają się wielokrotnie na tych samych maszynach. To sygnał, że naprawa usunęła objaw, nie przyczynę.
PYTANIE 4
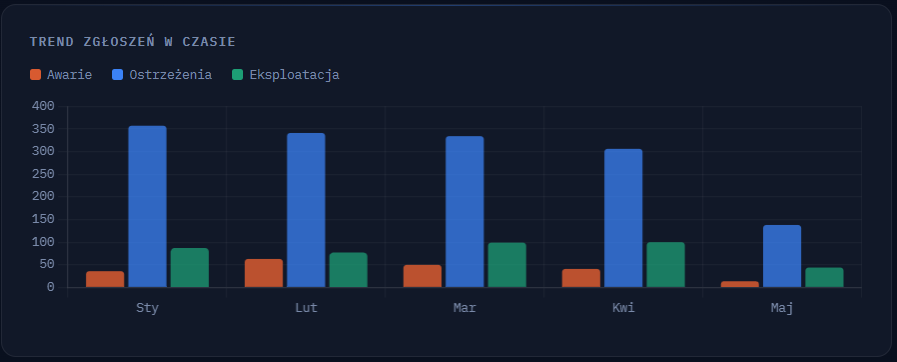
Czy trend idzie w górę czy w dół?
Zestawienie zgłoszeń miesiąc do miesiąca pozwala ocenić, czy sytuacja się poprawia, stabilizuje, czy wymaga natychmiastowej interwencji.
PYTANIE 5
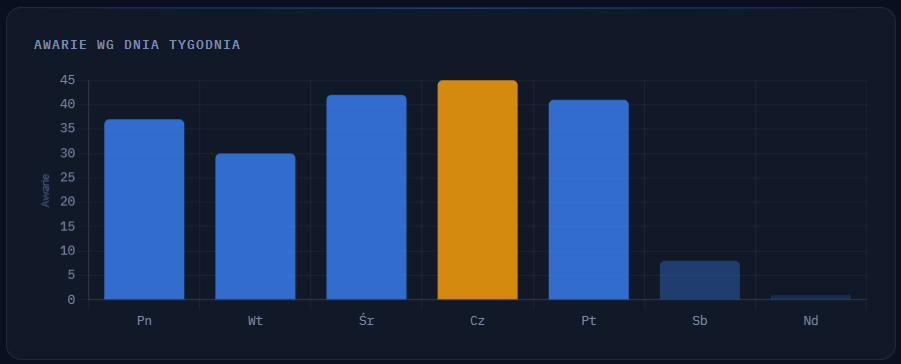
Czy dzień tygodnia lub dana zmiana wpływają na awaryjność?
Heatmapa zgłoszeń pozwala sprawdzić, czy określone dni, zmiany lub momenty rozruchu generują większą liczbę problemów.
PYTANIE 6
Czy zespół UR ma realne szanse to wszystko obsłużyć?
Na podstawie czasów realizacji można oszacować rzeczywiste obciążenie zespołu i porównać je z dostępnym czasem pracy — o ile dane są uzupełniane konsekwentnie.
Wszystkie te analizy powstają z jednego pliku. Bez angażowania działu IT, budowania integracji i wielomiesięcznego projektu analitycznego.
Ten sam zakład. Zupełnie inne dane.
Wyobraź sobie dwa zespoły Utrzymania Ruchu w tym samym zakładzie produkcyjnym. Tę samą procedurę obsługi zgłoszeń i ten sam system CMMS. W obu przypadkach proces był identyczny: zgłoszenie trafiało do systemu, UR interweniował, uzupełniał opis i zamykał zlecenie. Środowisko pracy było wspólne, jednak zespoły różniły się organizacyjnie — miały innych przełożonych, różny park maszynowy, różnych Team Liderów po stronie produkcji i odmienną kulturę codziennej pracy.
Różnice nie wynikały ani z liczby awarii, ani z doświadczenia pracowników. Wynikały wyłącznie z tego, co trafiało do CMMS po zakończeniu interwencji.
Pierwszy zespół rejestrował zdarzenia. Zgłoszenia były zamykane poprawnie, a system odzwierciedlał wykonane prace. Przy poważniejszych awariach pojawiały się opisy, jednak krótkie interwencje często kończyły się lakonicznymi wpisami lub pozostawały bez opisu. Zdarzały się również sytuacje, w których zlecenie zostało wykonane przed jego formalnym wpisaniem do systemu.
Drugi zespół konsekwentnie dokumentował każdą interwencję. Wpisy zawierały wykonane czynności, czas pracy oraz obserwacje po zakończeniu działań.
Oba zespoły realizowały swoje obowiązki poprawnie i utrzymywały ciągłość produkcji. Na poziomie operacyjnym różnice były niewidoczne. Dopiero analiza danych pokazała skalę rozbieżności.
Obszar analizy
Zespół rejestrujący
Zespół dokumentujący
Analiza Pareto
TAK
TAK
Ranking najczęstszych usterek
CZĘŚCIOWO
TAK
Analiza recydywy
NIE
TAK
Obciążenie zespołu UR
CZĘŚCIOWO
TAK
Analiza trendów
CZĘŚCIOWO
TAK
Analiza zmian i dni tygodnia
CZĘŚCIOWO
TAK
Baza wiedzy
NIE
TAK
Historia skuteczności działań
CZĘŚCIOWO
TAK
Możliwość budowy rekomendacji
CZĘŚCIOWO
TAK
Różnica nie wynikała z maszyn, liczby awarii ani kompetencji zespołów. Wynikała z tego, czy CMMS był systemem rejestracji zdarzeń, czy źródłem wiedzy operacyjnej.
Kiedy danych brakuje – kończy się analiza.
Niekompletne dane to nie brak informacji. To coś gorszego — złudzenie wiedzy, które zatrzymuje analizę w połowie drogi. System CMMS nadal pokazuje zgłoszenia, raporty nadal się generują, KPI są liczone.
Z dostępnych danych pierwszego zespołu mogliśmy określić: które maszyny generują najwięcej awarii, ogólny trend liczby zgłoszeń w czasie, czas reakcji zespołu tam, gdzie dane zostały uzupełnione, rozkład awarii w dniach tygodnia.
Na tym poziomie dalsza analiza przyczynowa przestaje być możliwa.
Pareto Zespołu 1 — dostępne dane pozwalają jedynie na identyfikację maszyn z największą liczbą awarii. Analiza głębsza nie jest możliwa bez opisów zleceń.
Brakuje kontekstu zdarzeń, powtarzalności usterek i historii interwencji niezbędnych do przeprowadzenia rzetelnej analizy. W efekcie nie powstaje baza wiedzy — pozostaje jedynie wiedza plemienna, która odchodzi razem z ludźmi. Czas pracy nie pozwala ocenić rzeczywistego obciążenia zespołu. Organizacja widzi, gdzie pojawiają się problemy, ale nie rozumie, dlaczego wracają.
Dziś Kierownik UR i jego zespół wiedzą, gdzie jest problem. Ale czy ta wiedza nadal będzie dostępna za rok?
Kiedy dane są kompletne – zaczyna się wnioskowanie.
Dane zebrane przez zespół drugi umożliwiły następujące:
identyfikację maszyn generujących największy koszt przestojów
Analiza CMMS // Zespół 2
Pareto maszyn według liczby awarii
Okres: 02.01.2026 – 15.05.2026 · Park maszynowy: 113 maszyn · Awarie łącznie: 204
Maszyny z ≥1 awarią
47
z 113 w parku (41,6%)
Lider awaryjności
M640
34 awarie — ponad 1,3× więcej niż druga maszyna w rankingu
TOP 3 łącznie
79
awarii, 38,7% całego wolumenu
Maszyny z 1 awarią
26
ponad połowa maszyn z awarią — zdarzenia rozproszone po parku
Wykres Pareto – TOP 15 maszyn według awarii
Pozostałe 32 maszyny: 1–3 awarie każda · łącznie 42 awarie (20,6%)
Liczba awarii
% skumulowany
Pełny przegląd – wszystkie 47 maszyn z awarią
TOP 3
TOP 4–10
Pozostałe
Pareto Zespołu 2 (sty–maj 2026) — TOP 3 maszyny odpowiadają za 38,7% wszystkich 204 awarii. Pełen przegląd 47 maszyn z awarią.
wykrycie recydyw tych samych usterek
Analiza CMMS // Zespół 2
Analiza recydyw zgłoszeń
Okres: 02.01.2026 – 15.05.2026 · Recydywa = ten sam problem na tej samej maszynie ≥3×
Unikalnych recydyw (≥3×)
71
par maszyna + problem
Największa recydywa
33×
M578 – uruchomienie maszyny
Recydywy z trendem spadkowym
2
problem zanikł po interwencji
Recydywy bez poprawy
12
problem trwa przez cały okres
Zgłoszenia w recydywach
340+
powtórzonych zdarzeń
Czym jest recydywa w kontekście CMMS? To ten sam problem powracający na tej samej maszynie. Każda recydywa to sygnał, że poprzednia interwencja usunęła objaw, nie przyczynę. Dane z systemu pozwalają wykryć te wzorce automatycznie — bez przeszukiwania historii ręcznie.
Ranking recydyw – TOP 15 (≥5 wystąpień)
Awarie i ostrzeżenia · posortowane wg liczby powtórzeń
Ranking recydyw — 71 unikalnych par maszyna+problem (≥3 wystąpienia). TOP problemy koncentrują się na M639, M640 i M631.
M640 – Problem z nabiciem detalu
22 wystąpienia · wyraźny spadek po lutym 2026
Liczba zgłoszeń
Punkt interwencji
↓ Spadek po lutym: Seria regulacji podajnika liniowego, przestawienie czujników optycznych i wymiana zerwanych śrub siłownika blokady. Po lutym zgłoszenia spadły z 11 do 1–2/mies.
M631 – Uszkodzony czujnik obecności sprężyny
8 wystąpień · całkowity zanik po marcu 2026
Liczba zgłoszeń
Ostatnie wystąpienie
✓ Problem rozwiązany: Konsekwentna wymiana i regulacja czujnika. Po 8 interwencjach w styczeń–marzec problem nie powrócił w kwietniu ani maju.
Trendy recydyw — M640 i M631: dwie usterki z udokumentowanym trendem spadkowym po skutecznej interwencji.
grupowanie powtarzalnych problemów i ich przyczyn
Szczegółowe zestawienie recydyw (≥4 wystąpienia)
Tylko awarie i ostrzeżenia · eksploatacja i przezbrojenia wykluczone z analizy recydyw
#
Maszyna
Problem
Typ
Wyst.
Trend
1
M639
Problem z lutowaniem
Ostrzeżenie
23
Stały przez cały okres
2
M640
Problem z nabiciem detalu
Ostrzeżenie
22
↓ Spadek po lutym
3
M631
Zablokowane detal nr 2
Ostrzeżenie
18
Stały przez cały okres
4
M640
Problem z lutowaniem
Ostrzeżenie
16
↓ Spadek po lutym
5
M639
Wysoko lutuje
Ostrzeżenie
9
Nieregularny
6
M631
Uszkodzony czujnik sprężyny
Awaria/Ost.
8
✓ Zanikł po marcu
7
M598
Wymiana uszczelki
Ostrzeżenie
8
Stały – materiał eksploatacyjny
8
M634
Braki na zwarcie
Ostrzeżenie
7
Narastający
9
M639
Zerowanie części B
Ostrzeżenie
7
Stały
10
M640
Sztuki zabrudzone wytrawiaczem
Ostrzeżenie
5
Nieregularny
11
M635
Zatrzymania robota
Awaria
5
Stały
12
M631
Blokowanie detalu nr 3
Ostrzeżenie
5
Stały
13
M686
Spalona grzałka
Awaria
5
⚠ Przyczyna źródłowa nieznana
14
M633
Kolizja robota
Awaria
4
⚠ Wymaga analizy parametrów
15
M631
Awaria transportu
Awaria
4
Stały
Szczegółowy ranking recydyw — 15 najczęstszych par maszyna+problem z liczbą wystąpień i oceną trendu.
analizę trendów w ujęciu miesięcznym i zmianowym
Trend zgłoszeń miesięczny — podział na awarie, ostrzeżenia i eksploatację pozwala ocenić, czy sytuacja się poprawia czy wymaga interwencji.
wykrycie zależności między awaryjnością, a zmianami lub dniami tygodnia
Rozkład awarii wg dnia tygodnia — czwartek wyróżnia się jako dzień z najwyższą awaryjnością. Dane możliwe tylko gdy daty zgłoszeń są konsekwentnie wprowadzane.
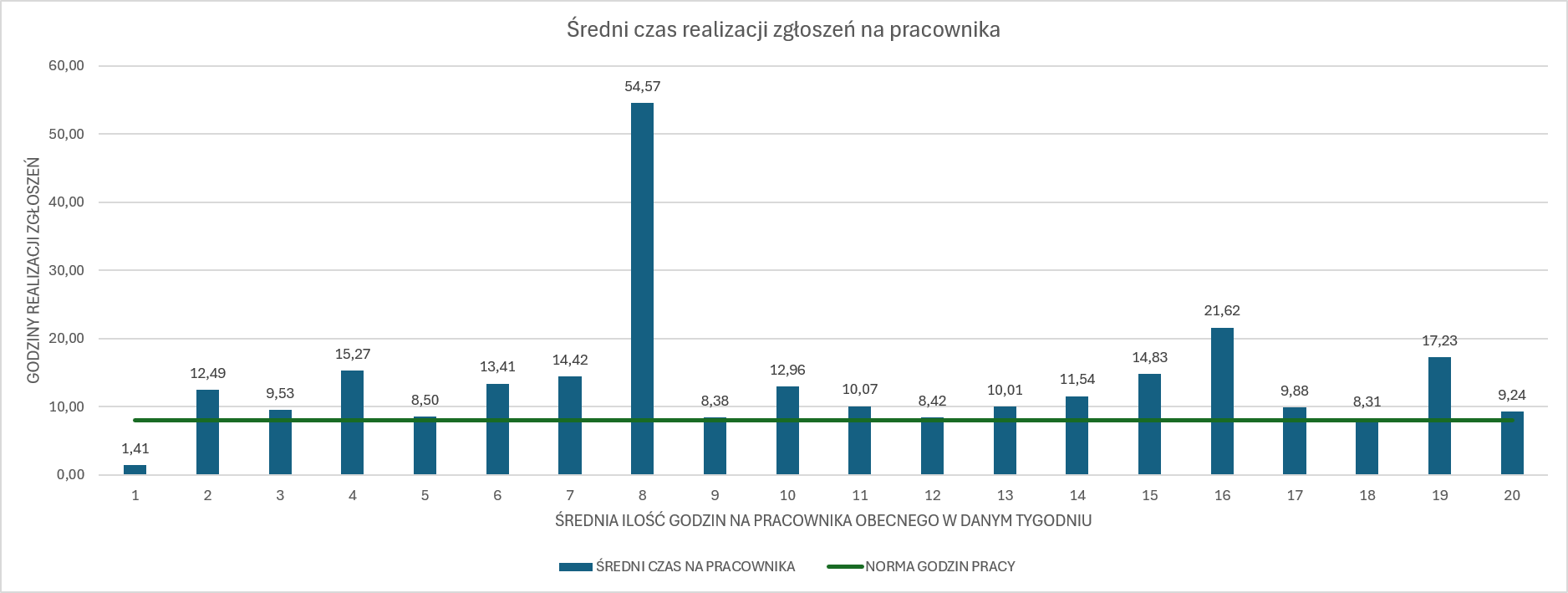
szacowanie rzeczywistego obciążenia zespołu UR na podstawie czasu pracy
Średni czas realizacji zgłoszeń na pracownika w kolejnych tygodniach — tydzień 8 wyraźnie przekracza normę. Widoczne tylko gdy czasy są uzupełniane przy każdym zleceniu.
budowę bazy wiedzy z historii skutecznych interwencji
Baza Wiedzy CMMS
✓ Problem rozwiązany
M640 – Problem z nabiciem detali nr 1
Maszyna: M640 · Typ zgłoszeń: Ostrzeżenie · Okres aktywny: Styczeń–Luty 2026
Łączna liczba zgłoszeń: 22 · Szczytowe natężenie: 11 zgłoszeń / miesiąc · Status: Rozwiązany
Zgłoszenia w szczycie
11/mies.
Po interwencji
1–2/mies.
Redukcja
↓ 85%
Źródło tej karty: Treść wygenerowana automatycznie przez narzędzie AI na podstawie 22 rzeczywistych opisów zgłoszeń i działań z systemu CMMS. Żaden opis nie został ręcznie przepisany — narzędzie przeanalizowało wzorce, pogrupowało przyczyny i sformułowało rekomendacje.
Objawy zgłaszane przez operatorów
⚠
Maszyna nie pobiera detalu nr 1 — separatory otwierają się, ale cykl wykonywany bez elementów
Najczęstszy objaw · 8 zgłoszeń
⚠
Błąd nabicia — czujnik obecności detalu nr 1 świeci mimo braku elementu
Objaw wtórny · 6 zgłoszeń
⚠
Zakrzywiony detal nr 1 zablokowany w szczękach — zatrzymanie maszyny
Objaw mechaniczny · 4 zgłoszenia
⚠
Detal nr 1 nie trafia w pozycję przy obróconej bombce — błąd pozycjonowania
Objaw ustawczy · 4 zgłoszenia
Zidentyfikowane przyczyny źródłowe
1
Rozregulowanie podajnika liniowego względem siłownika obrotowego — najczęstsza przyczyna
Występowanie: ~40% zgłoszeń · Wymagana regulacja osi X/Y
2
Rozregulowane lub zabrudzone czujniki optyczne obecności detalu nr 1
Zbyt wolny czas otwarcia separatorów — detal nr 1 nie zdąża wpaść przed obrotem bombki
Występowanie: ~10% zgłoszeń · Regulacja czujnika optycznego czasu reakcji
Działania skuteczne – w kolejności skuteczności
1.
Regulacja pozycji podajnika liniowego w osi X + kalibracja wysokości nabicia
Ustawić podajnik liniowy w osi względem siłownika obrotowego. Sprawdzić wysokość nabicia (typowa korekta: –0,05 do –0,10 mm). Po regulacji uruchomić 10 cykli testowych.
Czas realizacji: 20–60 min · Pracownicy: C, E
✓ Skuteczne w ~60% przypadków jako pierwsze działanie
2.
Czyszczenie i rekalibracja czujników optycznych
Przetrzeć czujniki optyczne po obu stronach toru podajnika. Sprawdzić i wyregulować wrażliwość detekcji obecności detalu nr 1. Uwaga: przy obrocie bombki oba czujniki muszą świecić jednocześnie.
Czas realizacji: 10–30 min · Pracownicy: C, E
✓ Skuteczne przy problemach z fałszywymi odczytami czujnika
3.
Kontrola i wymiana śrub mocowania siłownika blokady detalu nr 1
Sprawdzić dokręcenie wszystkich śrub na siłowniku blokady. Zidentyfikowano przypadki zerwanych śrub i braków gwintu — przy ich stwierdzeniu wymienić śruby, w razie potrzeby regenerować gwint.
Czas realizacji: 30–90 min · Pracownicy: C
✓ Kluczowe działanie — po jego wykonaniu liczba zgłoszeń spadła z 11 do 1–2/mies.
4.
Regulacja czujnika optycznego timing separatorów
Gdy detal nr 1 nie zdąża wpaść przed obrotem bombki: przesunąć punkt detekcji czujnika tak, by separatory otwierały się z marginesem 50–80 ms przed obrotem.
Czas realizacji: 10–20 min · Pracownicy: C
✓ Eliminuje problem fałszywego cyklu bez pobrania elementu
Historia interwencji – oś czasu
Styczeń 2026 · 5 zgłoszeń
Regulacje pozycji nabicia, czyszczenie czujników optycznych, ustawianie blokady. Problem powraca — przyczyna źródłowa niewyizolowana.
Działania: regulacja osi X, kalibracja czujników
Luty 2026 · 11 zgłoszeń (szczyt)
Nasilenie problemu. Odkrycie zerwanych śrub i braku gwintu w mocowaniu siłownika blokady — mechaniczna przyczyna źródłowa. Wymiana śrub.
Działanie kluczowe: regeneracja mocowania siłownika blokady
Marzec–Maj 2026 · 1–3 zgłoszenia/mies.
Drastyczny spadek po naprawie mocowania. Sporadyczne zgłoszenia to standardowe regulacje po zmianie kodów produkcyjnych.
✓ Problem główny uznany za rozwiązany
Checklist prewencyjny – kontrola przed zmianą
Na podstawie historii zgłoszeń — punkty które operator może sprawdzić samodzielnie przed wezwaniem UR:
□
Czujniki optyczne podajnika – wizualna kontrola czystościCodziennie
□
Luz mechaniczny blokady detalu nr 1 – sprawdzić ręcznieCo tydzień
□
Pierwszy detal nr 1 po uruchomieniu – kontrola wzrokowa nabiciaKażde uruchomienie
□
Zakrzywione detale nr 1 w zasobniku – usunąć przed załadunkiemKażdy załadunek
redukcja liczby zgłoszeń po identyfikacji przyczyny
~3 mies.
czas od pierwszego zgłoszenia do rozwiązania przyczyny źródłowej
Śruby
kluczowy element — zerwane śruby mocowania siłownika blokady
Karta bazy wiedzy wygenerowana z 22 zgłoszeń — objawy, przyczyny źródłowe, skuteczne działania i checklist prewencyjny. Redukcja zgłoszeń o 85% po zidentyfikowaniu zerwanych śrub siłownika blokady.
Konsekwentne opisy przy każdym zleceniu umożliwiły szereg analiz, na podstawie których organizacja może podejmować decyzje w oparciu o dane, a nie jedynie intuicję.
Ten sam plik. Zupełnie inne wnioski.
System CMMS to fundament wiedzy operacyjnej Utrzymania Ruchu — pod warunkiem, że jest traktowany jak fundament, a nie jak formalność i zgłoszenie do „odhaczenia". Analiza dwóch zespołów z tego samego zakładu pokazała jedną rzecz bardzo wyraźnie: różnica nie wynika z poziomu zaawansowania systemu ani liczby wdrożonych narzędzi. Kluczowa różnica nie leży dziś w technologii, lecz w jakości danych — a ta zależy wyłącznie od konsekwencji ich uzupełniania po zakończeniu interwencji. Kilka zdań opisu przy każdym zleceniu to inwestycja, której zwrot widać przy pierwszej poważnej analizie. I przy każdej kolejnej. A przy reklamacji często jest jak „Święty Graal".
Większość organizacji już dziś posiada dane potrzebne do podejmowania lepszych decyzji, ale nie wykorzystuje ich w pełni. Bez jakościowych informacji nie da się ocenić, czy problem wymaga zmiany procesu, dodatkowych zasobów czy inwestycji w park maszynowy. Narzędzia analityczne nie zastąpią doświadczenia inżyniera ani intuicji kierownika zmiany — ale mogą je wzmocnić, jeśli mają z czego korzystać.
Analiza CMMS // Porównanie
Zestawienie ryzyk i korzyści Zespół 1 vs Zespół 2
Okres: 07.01–15.05.2026 (T1) · 02.01–15.05.2026 (T2) · Ten sam zakład, ta sama procedura UR
Wynik niekorzystny
Wynik częściowy
Wynik korzystny
Pasek = skala względem 100%
Obszar
Zespół 1
Zespół 2
Ryzyko (brak działania)
Rekomendacja
Udział awarii w zgłoszeniach
36,6%
9,8%
● Wysokie
Wysoki udział awarii = brak prewencji lub nierozwiązane przyczyny źródłowe
Analiza TOP maszyn i wdrożenie planu prewencji opartego na danych
Działania puste – awarie
19,7%
2,0%
● Krytyczne
Brak możliwości budowy bazy wiedzy i Lessons Learned
Standaryzacja opisu działań wg wzorca Zespołu 2
Działania puste – ostrzeżenia
52,3%
2,0%
● Krytyczne
Działania prewencyjne całkowicie nieudokumentowane
Wymóg opisu dla każdego zamykanego zlecenia
Opis zlecenia pusty – ostrzeżenia
78,0%
30,7%
● Wysokie
Kontekst zdarzenia nieznany — brak podstaw do analizy wzorców
Minimalny standard: objaw + przyczyna + działanie
Czasy zleceń dostępne
0%
89,3%
● Krytyczne
Obciążenie zespołu z tytułu prewencji niewidoczne dla zarządzania
Wymóg podawania czasu w opisie działań przy każdym zleceniu
Luki w MTTR awarii
13,4%
0%
● Wysokie
KPI MTTR zaburzone, raportowanie niepełne
Uzupełnienie czasów jako warunek zamknięcia zlecenia w systemie
Eksploatacja w CMMS
1,9%
19,5%
● Średnie
Przezbrojenia i wymiany narzędzi niewidoczne w systemie
Rozszerzenie kultury rejestrowania na czynności eksploatacyjne
Obciążenie zespołu UR
Niemierzalne
brak danych czasowych
Obliczalne
przy podaniu stanu osobowego
● Krytyczne
Decyzje o zatrudnieniu i strukturze podejmowane bez twardych danych
Wdrożenie czasów dla T1 → realne dane do planowania zasobów
* Dane obejmują okres 07.01–15.05.2026 (Zespół 1) oraz 02.01–15.05.2026 (Zespół 2). Wartości procentowe dotyczą pól opisowych i czasowych w systemie CMMS.
Czasy ostrzeżeń dla Zespołu 2 wyekstrahowane automatycznie z pola „Działania". Dane nie zawierają przeglądów okresowych, prewencji planowej ani kaizenów.
Zestawienie ryzyk i rekomendacji dla obu zespołów — osiem obszarów, gdzie jakość danych decyduje o możliwościach zarządczych.
KLUCZOWA ZASADA
CMMS jest tak wartościowy, jak dane, które do niego trafiają. Dlatego pytanie nie brzmi już: „Czy zakład posiada dane?" Pytanie brzmi: „Czy dane, które trafiają do CMMS, pozwalają wyciągać wnioski?"
Sprawdź więcej materiałów z zakresu niezawodności i utrzymania ruchu.